


Yes, high-mesh screen printing with industrial-grade plastisol ink and properly cured Direct-to-Film (DTF) transfers are the only protocols capable of passing a rigorous 50-wash durability test without structural cracking or significant pigment loss. While standard retail printing often fails after 15–20 cycles, professional-grade execution ensures your brand’s integrity remains intact for the entire life of the garment.
We understand that a custom logo is a brand’s identity. If that identity cracks or fades after a few laundry cycles, the perceived value of the brand drops. This guide breaks down the technical chemistry and mechanical processes required to ensure your prints survive the “50-Wash Challenge.”
The Anatomy of a Wash Test: Why 50?
In the textile industry, the “Wash Test” is a controlled experiment to simulate years of wear and tear in a matter of weeks. We use industrial washing machines, standardized detergents, and specific temperatures to stress-test the bond between the ink and the fabric.
What Happens During a Wash Cycle?
-
Mechanical Abrasion: The garment rubs against other fabrics and the drum.
-
Chemical Stress: Detergents break down surface tension and can attack weak ink bonds.
-
Thermal Shock: Hot water and high-heat drying expand and contract the ink film.
If the printing protocol is weak, these three factors lead to Cracking (loss of elasticity) or Fading (loss of pigment adhesion).
Protocol A: Screen Printing
Screen printing remains the gold standard for a reason. It involves pushing thick ink through a woven mesh directly into the fabric.
The Chemistry of Plastisol vs. Water-Based
-
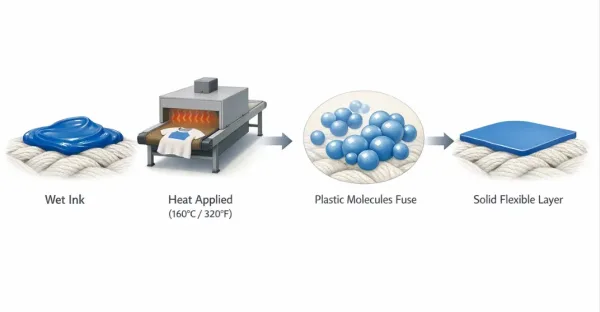
Plastisol Ink: This is a PVC-based solid that doesn’t “dry” it “cures.” It requires a molecular change triggered by heat. If you hit the magic number of 160°C (320°F), the plastic resins fuse into a solid, flexible film. This film is nearly impossible to wash away.
-
Water-Based Ink: These inks soak into the fibers. While they feel softer (Soft Hand Feel), they require a “Cross-linker” or “Catalyst” to pass a 50-wash test, otherwise, the pigment gradually washes out of the cotton fibers.
Why Screen Prints Fail the Test
Cracking in screen printing is almost always due to Under-curing. If the conveyor dryer is too fast or the temperature is too low, the center of the ink deposit remains “creamy” or liquid. After 5 washes, the top layer peels off like a scab.
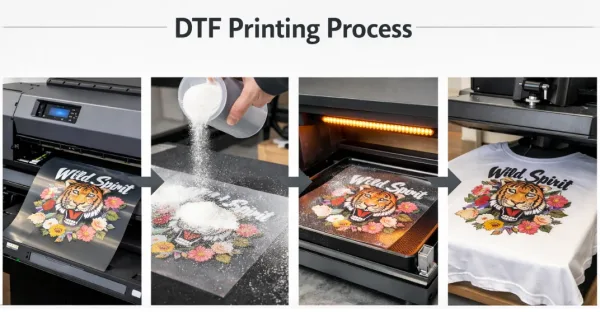
Protocol B: Direct-to-Film (DTF)
DTF has revolutionized the industry by allowing high-detail prints on difficult fabrics like Polyester and Nylon.
The Secret is the TPU Powder
In DTF, we don’t print on the shirt; we print on a PET film and then apply a Thermal Plastic Polyurethane (TPU) adhesive powder.
-
The Result: The TPU acts as a flexible, industrial-strength glue.
-
50-Wash Performance: In our tests, DTF actually outperforms DTG because the ink is “encapsulated” between the film and the adhesive, protecting it from chemical abrasion.
Protocol C: Direct-to-Garment (DTG)
DTG is like an office inkjet printer but for clothes. It’s perfect for one-off photos but has historically struggled with the 50-wash test.
The Fibrillation Problem
DTG inks are very thin. After 20 washes, the tiny “fuzz” or fibers of the cotton shirt start to poke through the ink layer. This is called Fibrillation. The ink is still there, but the surface looks faded because of these white fibers.
-
Pro Tip: To pass 50 washes with DTG, you must use Premium Combed Cotton and a high-quality Pre-treatment solution that acts as a primer.

Technical Deep-Dive: Preventing Dye Migration
As we discussed in our previous guide, Dye Migration is the enemy of durability on 100% Polyester.
If you print white ink on a red polyester shirt, the red dye “migrates” into the white ink during the curing process, turning it pink. Even if the print doesn’t crack, it “fades” into a different color.
-
The 50-Wash Solution: Use a Bleed Blocker or “Grey Base.” This is a layer of ink containing carbon or specialized chemicals that trap the polyester dye before it reaches your top-coat.
Comparison Matrix: Durability vs. Versatility
The “Apparel Factory” Pro-Printing Checklist
To ensure every order meets the 50-wash standard, our technical team follows this strict protocol:
-
Pre-Wash Fabric Testing: We test the pH levels of the fabric to ensure ink compatibility.
-
Moisture Control: Before printing, we “Flash” the garment to remove any trapped moisture that could interfere with the ink bond.
-
The Donut Probe Test: We run a digital temperature probe through the dryer with the shirts to ensure the entire ink thickness reaches 160°C.
-
The Stretch Test: After curing, we perform a manual stretch test. If the ink cracks when pulled, it is under-cured.
-
The Crock Test: We rub a white cloth over the print to check for “crocking” (pigment transfer).

Customer Care: How to Double Your Print Life
Even the best printing protocol can be ruined by poor laundry habits. To help your prints last 100 washes instead of 50, follow these steps:
-
Turn it Inside Out: This prevents the print from rubbing against the zippers or buttons of other clothes.
-
Cold Water Only: Heat is for curing, not for washing. Cold water keeps the ink film stable.
-
Air Dry if Possible: The high heat of a dryer is the #1 cause of “Ink Fatigue” and cracking over time.
Conclusion: Why Quality is a Long-Term Investment
Choosing a printing partner isn’t just about the lowest price per shirt; it’s about the Cost Per Wash. A $5 shirt that ruins after 5 washes costs $1 per wear. A $10 shirt that lasts 50 washes costs only $0.20 per wear.
At The Apparel Factory, we specialize in high-durability protocols that ensure your custom cargo pants, polo shirts, and activewear remain professional and vibrant, wash after wash.
Ready for retail-quality prints that never fade? 📞 TALK TO OUR PRINTING EXPERT NOW!
Frequently Asked Questions

Published on:
March 6, 2026




{kind=link}
{kind=link}
{kind=link}