


“Combed cotton is smoother, stronger, and more expensive due to the extra filtration of short fibers, while Carded cotton is fuzzier and budget-friendly for mass promotional apparel.”
In the high-stakes world of wholesale apparel procurement, the choice of raw material defines the longevity of a brand. While both combed and carded cotton originate from the same plant, their manufacturing trajectories create two vastly different textiles. For bulk buyers, understanding these technical nuances is the difference between a premium retail-ready garment and a budget-oriented promotional item.
The Technical Manufacturing Process: Carding vs. Combing
To understand the quality gap, we must look at the machinery.
What is Carded Cotton?
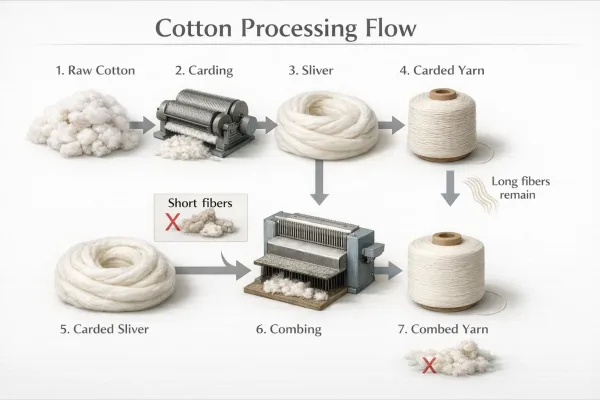
The carding process is the foundational step for all cotton yarn. Mechanical brushes (cards) align the raw cotton fibers in the same direction to create a “sliver.” However, carding does not remove short, prickly fibers or microscopic seeds.
-
Result: A yarn that has a slightly “hairy” or fuzzy surface (known as “pilling potential”).
What is Combed Cotton?
Combed cotton goes a significant step further. After carding, the fibers are put through fine-toothed combs. This mechanical process actively discards about 15% of the initial fiber volume specifically the shortest, weakest fibers. According to technical spinning standards defined by the International Institute for Cotton, this step is crucial for eliminating “neps” and immature fibers.
-
Result: Only the longest, most resilient fibers remain. They are bundle tightly, creating a sleek, high-tensile yarn.
Technical Comparison Table for Procurement Managers
Why Wholesale Buyers Should Care: The Impact on Apparel Quality
For a bulk procurement manager or an apparel brand owner, the choice of fabric isn’t merely a matter of “feel” it is a high-stakes financial decision that dictates Return on Investment (ROI) and brand longevity. When ordering thousands of units, the technical gap between carded and combed cotton directly affects your bottom line. Research from Cotton Inc suggests that fiber length directly correlates with the “hand-feel” and perceived value of the final product.
1. Surface Uniformity for Superior Decoration
If your business involves custom screen printing, DTG (Direct-to-Garment), or high-end embroidery, the fabric surface is your primary canvas.
-
The Technical Flaw: Carded cotton yarn retains “protruding fiber ends” (fuzz). In the printing world, this fuzz interferes with ink saturation, causing the print to look “hairy” or cracked after just a few washes.
-
The Combed Advantage: By mechanically removing short fibers, combed cotton provides a microscopically flat surface. This allows ink to lay perfectly level, ensuring vibrant colors and razor-sharp details that remain intact for the life of the garment.
2. Structural Integrity and “Side-Seam Twist”
Wholesale buyers often face the “one-wash wonder” complaint where a t-shirt looks perfect in the warehouse but loses its shape after the first laundry cycle.
-
Tensile Strength: Combed cotton consists exclusively of long-staple fibers that overlap more tightly within the yarn.
-
Shape Retention: Carded cotton is prone to spirality (the side seams twisting toward the front) because its shorter fibers lose their tension when wet. Combed cotton’s structural stability ensures wholesale t-shirts maintain its silhouette, which is critical for maintaining your client’s trust.
3. Pilling Resistance: The Silent Brand Killer
Nothing ruins a brand’s reputation faster than “pills” those small, unsightly fiber balls that appear on the fabric surface.
-
The Cause: In carded cotton, short fibers eventually migrate to the surface due to friction, tangling into pills.
-
The Solution: Combing eliminates the weak fibers responsible for pilling. ensuring your corporate hoodies stay “retail-fresh” longer.
4. Dye Affinity and Color Saturation
The way a fabric reacts to chemistry is a massive indicator of quality.
-
Luster: Because combed fibers are aligned and uniform, they reflect light more consistently, giving the fabric a natural, high-end sheen.
-
Depth of Color: Uniform fibers absorb dye more deeply. If you are sourcing “Jet Black” or “Midnight Navy” for a wholesale order, combed cotton will hold a richer, darker pigment that resists fading significantly better than carded alternatives.
5. Maximizing MSRP through “Perceived Value”
Ultimately, the technical specs of the fabric dictate your Manufacturer’s Suggested Retail Price (MSRP).
-
The Math: A combed cotton blank may cost $0.50 to $1.20 more per unit than a carded one.
-
The Result: However, that small increase in Cost of Goods Sold (COGS) allows you to position the product in the premium retail category. A carded shirt might struggle to sell at $15, but the exact same design on a combed cotton blank can easily command $28 to $35 at retail. For wholesale buyers, this is the most efficient way to scale a brand’s value.

Understanding Stitch Count & Yarn Size
For a manufacturer or a high-volume buyer, the quality of a garment is define by precise mathematical variables. Beyond the “feel” of the fabric, the technical specifications specifically Yarn Size and Stitch Density determine how the garment will perform under stress, printing, and repeated laundering.
1. The “Singles” System: Understanding Yarn Size
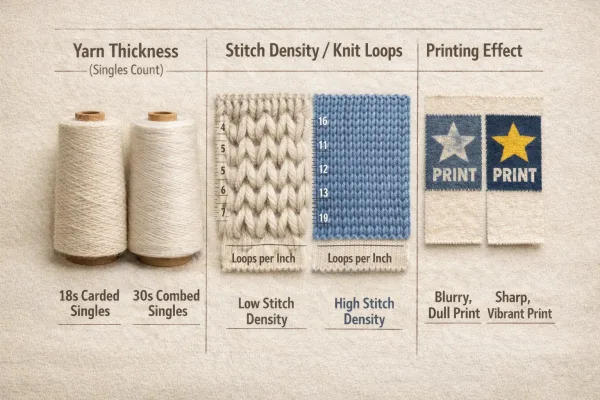
In the textile industry, yarn thickness is measured by the “Singles” count (denoted by an “s”). It is important to remember the Inverse Rule: the higher the number, the finer and thinner the thread.
-
18s to 20s Carded Singles: This is the industry standard for “Heavyweight” or budget promotional tees. The yarn is thicker and rougher, creating a bulky fabric that lacks a soft drape.
-
30s Combed Ringspun Singles: This is the “Gold Standard” for premium retail blank apparel. Because the cotton is combed, the yarn can be spun much finer (30s) without losing strength. This results in a lightweight, breathable, and ultra-soft fabric (typically 145–160 GSM).
-
40s Singles & Beyond: Used for luxury or high-end fashion basics, offering a silk-like texture and extreme lightness.
2. Stitch Count and Gauge Density
Stitch count refers to the number of individual knit loops per square inch. This is where the combing process provides a massive technical advantage.
-
Tightness of Knit: Because combed yarn is uniform and lacks the “bulky” impurities of carded yarn, it can be knitted into a much tighter, denser grid on high-gauge machines (usually 24-gauge or 28-gauge).
-
Surface for Decoration: A higher stitch count means there are fewer microscopic gaps between the fibers. For a screen printer, this provides a “high-definition” surface where ink stays on top of the fabric rather than sinking into the gaps, leading to sharper prints and better color vibrancy. You can learn more about how yarn counts affect fabric density through the ISO textile standards.
Strategic Conclusion for 2026 Apparel Trends
As we move through 2026, the market is shifting toward “Quality over Quantity.” Consumers are increasingly savvy about fabric composition. For wholesale buyers, investing in combed cotton is no longer just a luxury; it is a strategic move to ensure your inventory remains relevant in a market that demands durability.
Final Recommendation:
Use Carded Cotton for one-time event giveaways or high-volume budget promotions. Transition to Combed Cotton for any product intended for retail sale, corporate branding, or long-term wear.
Frequently Asked Questions

Published on:
March 9, 2026




{kind=link}
{kind=link}
{kind=link}